Corrective measures reinvigorate India's renewable energy sector
Powering Towards Renewable Energy
Sarosh Bana | Business India
India’s somnolent renewable energy (RE) sector is looking to a revitalisation on hopes of an economic revival and from generously enabling budgetary provisions.
India had once been primed as one of the world’s most vibrant markets for renewables, as the energy-starved country of 1.25 billion started diversifying increasingly into RE. But the decline of this sector under the previous Congress-led regime was spurred as much by the general recession as by policy uncertainty, a disinterested and indifferent ministry for new & renewable energy (MNRE), and inexplicable withdrawal of incentives and abrupt changes in the macro-economic framework governing the industry.
Renewables businesses were hence heartened by Finance minister Arun Jaitley’s affirmation in his maiden budget presentation on 10 July that “New and renewable energy deserves a very high priority”. Some big ticket schemes he sought to revive were the four ultra mega solar power projects (UMSPPs) in Rajasthan, Gujarat, Tamil Nadu and Ladakh (in J&K) by apportioning them Rs500 crore. He allotted an additional Rs400 crore towards a scheme for solar power driven farm pumpsets and water pumping stations for energising one lakh pumps. A further Rs100 crore was budgeted for developing 1 MW solar parks on the banks of canals. The minister also pledged to accelerate the implementation of the Green Energy Corridor Project in this financial year to facilitate evacuation of RE across the country.
Hailing the budget for according top priority to wind energy, Tulsi Tanti, CMD of Pune-based wind energy major Suzlon Energy Ltd, says extending the 10-year tax holiday for power companies till 31 March 2017 will provide the much required predictability for investors in power projects. He adds that the doubling of the clean energy cess from Rs50 per tonne for financing and promoting will boost wind energy in particular. “Exempting the 4 per cent special additional duty on components for wind-operated generators will provide much awaited relief,” he indicates. “These measures will boost investment that can help the wind energy sector grow by 50 per cent in 2014-15.”
Welcoming the higher budgetary allocation and duty rationalisation for the clean energy sector, Girish Kadam, vice president and co-head of Corporate Ratings at ICRA, says the plan for UMSPPs will facilitate huge solar capacity additions. “Duty measures announced for wind and compressed bio-gas projects will also help reduce the capital cost and hence tariffs,” he adds. “Capacity addition will be encouraged by the proposal for faster implementation of the green energy corridor.”
India’s renewables industry had expected the Narendra Modi government to deliver, because Gujarat, of which Modi had been Chief Minister since 2001 until his ascent as Prime Minister on 26 May 2014, has taken the lead in promoting renewables. It had been the first state, in 2009, to outline a policy dedicated to solar power, prodding the Centre to launch its Jawaharlal Nehru National Solar Mission (JNNSM) the following year.
Gujarat’s 860.4 MW of solar capacities installed till 31 January 2014 overshadow even the 666.75 MW of the desert state of Rajasthan. The state is catching up in wind power capacities as well, being third, with 3,384 MW, after Tamil Nadu’s 7,251 MW and Maharashtra’s 3,472 MW. Notably, 362 MW of its tally was established within the first 10 months of 2013-14 till January 2014, almost a third of the total 1,175 MW of wind capacities added nationally in that period. In those 10 months, Maharashtra added 297 MW and Tamil Nadu, 89 MW.

The development of wind power in India began in the 1990s. The Electricity Act of 2003 formalised grid-connected wind energy by providing for regulatory interventions such as for facilitating grid connectivity, and determining tariff and renewable purchase obligation (RPO).

The independent MNRE, which had made India the only country to have an exclusive ministry for renewable power, has been merged by the new government with the ministries of power and coal to ensure co-ordinated decision-making and faster implementation of projects. The integrated ministry is already at work on ‘a responsible and comprehensive’ National Energy Policy.
Though the veritable lifeline of industry and the driver of economic growth, India’s power sector has floundered because of poor planning and poorer execution. The country has often seen its industrial and economic growth inhibited by shortfalls in power. FICCI estimates power shortage to have devastated India’s business environment, resulting in a GDP loss of $68 billion - 0.4 per cent of GDP - in 2012-13.
With unreliable coal, and gas, supplies denting capacity targets, RE found increased favour. Grid-connected renewable power (there is yet very little off-grid renewable) accounts for as much as 31,692.14 MW – or 12.7 per cent - of the country’s 249,536 MW of installed power capacities, as on 30 June (see tables 1 and 2). Localised off-grid electricity, which serves 10,752 of the country’s 640,867 villages, includes 255,000 solar street lights, 993,000 solar home lighting systems, 939,000 solar lanterns and 138 MW of decentralised solar power plants.
India is the fifth largest wind power producer, after China, the US, Germany and Spain. Its wind power industry has matured, being now equipped to provide direct-drive, stall-controlled and pitch-controlled turbines ranging from 250 kW to 2.1 MW and with hub heights and rotor sizes up to 100 metres. More than a dozen international companies now make wind turbines in India and they and their Indian counterparts, almost all from the private sector, have the capability to produce over 9,000 MW per annum and have over 40 models on offer, including turbines designed for low and medium wind regimes. Turbine prices have always been lower than the global average due to lower labour and production costs in the country.
The sector has, however, been marred by several issues and is sought to be rejuvenated by the launch of the National Wind Energy Mission (NWEM) by the middle of this year. The mission seeks to incentivise investments, ease land clearances and regulate tariffs, but unlike JNNSM, will not involve bidding for projects. NWEM has trailed the Solar Mission because while wind energy progressed well, solar had required a boost.
Installable wind power potential in India for 50-metre mast is estimated at 49,130 MW and for 80 metres, 102,788 MW. Solar energy potential is also enormous. About 5,000 trillion kWh per year energy is incident over India, with most parts receiving 4-7 kWh per sq m per day.
Solar power crossed a major milestone with the addition of just over 1 GW of capacities in the last one year alone, a remarkable build-up over the 47 MW installed in 2010. After a slow start early last year, solar installations are now striding towards the capacity targets of 10 GW by 2017 and 20 GW by 2022.
After the launch in February by New Delhi’s independent power producer (IPP) Welspun Energy of its Rs1,100 crore 151 MW solar power plant, hitherto the country’s largest, in Madhya Pradesh, six state-owned companies are setting up the world’s biggest solar plant, of 4,000 MW, across 48 sq km of salt plains in Rajasthan. The $4.4 billion project of crystalline silicon PV modules will supply 6.4 billion kW of energy annually, reducing India’s carbon footprint by over 4 million tonnes of carbon dioxide each year. The project will be 10 times larger than the world’s largest 400 MW concentrated solar power (CSP) plant commissioned in February in California’s Mojave Desert at a cost of $2.2 billion.
“The growth of RE has changed the energy business in India,” states the just released ‘citizen’s report’ on the State of Renewable Energy in India of New Delhi-based policy research and advocacy group, Centre for Science & Environment (CSE). “It has in many ways democratised energy production and consumption in the country.” The Centre points out that before renewables gained significance, energy business was all about fossil fuel-based big company and grid-connected power that dominates even today. But now there is an alternate energy market in which thousands of small companies, NGOs and social businesses are involved in selling RE products and generating and distributing renewable-based energy.
The RE sector in India has, however, fared poorly over the past two years. While 6,761 MW of grid-interactive renewable power was added during the 10th Five Year Plan (2002-07), against a targeted 3,075 MW, and 14,661 MW was added during the 11th Plan (2007-12) against a target of 12,230 MW, the decline has been visible from 2011-12, when 4,942.90 MW of RE capacity was installed. It dropped to 3,163.17 MW in 2012-13, the first year of the 12th Plan (2012-17). It seems to be on the mend now, with the commissioning of 3,639.82 MW, 84.16 per cent of the target of 4,325 MW for 2013-14. This included 2,083.3 MW of wind energy, or 83.34 per cent of the targeted 2,500 MW, 962.1 MW of solar, or 87.47 per cent of 1,100 MW, and 171.4 MW of small hydro, or 57.13 per cent of 300 MW.
The 12th Plan aims for 29,800 MW of RE capacity addition, 15,000 MW of it wind, 10,000 MW solar, 2,100 MW small hydro and 2,700 MW bio-power, including waste to energy. JNNSM is also looking to add 20,000 MW of grid and 2,000 MW of off-grid solar applications, as also 20 million sq metres of solar thermal collector area by 2022. Wind, solar, biomass and small hydro projects have been allocated Rs135,100 crore, or 9.8 per cent of the total energy outlay of Rs13,72,580 crore under the 12th Plan.
“This is not enough,” observes the CSE report. “Largely because of policy uncertainty – some say paralysis – within MNRE,the past two years were a complete washout for the RE sector in India, with investments halving from $13 billion in 2011 to $6.5 billion in 2012.”
This perception is shared by just about all stakeholders in the RE sweepstakes. After successful implementation of Phase I of the Solar Mission, a year’s needless delay in communicating Phase II till beginning 2014 brought about stagnancy in the solar industry. Wind power too was derailed by the abrupt revocation of both the Accelerated Depreciation (AD) and Generation Based Incentive (GBI) benefits at the beginning of the 12th Plan. Both benefits had been introduced in 2009 as being complementary to each other.
While GBI was re-introduced a year ago, AD, which had driven 70 per cent of the wind installations, has not been reinstated. The AD benefit, intended to promote wind capacity additions during the initial growth phase and which is still available for solar power producers, had enabled wind farms to claim 80 per cent depreciation of equipment cost. Following its repeal, they can now claim only the standard 15 per cent.
Mahesh Makhija, director, business development (renewables), CLP India Pvt Ltd, subsidiary of Hong Kong’s CLP Holdings, says AD, alongside the turnkey development of their ventures, attracted high net worth investors not directly in power generation, but who contributed to the initial growth of the wind industry. They, however, opted out after AD was withdrawn. IPPs were expected to move in instead, but prolonged indecision on the continuation of GBI deterred them too.
Capacity additions suffered as a result, says Makhija, with several under construction and planned wind projects coming to a near halt as their developers had factored GBI in when finalising their projects and its absence rendered the projects commercially unviable. “We believe that both AD and GBI schemes can work exclusive of each other,” he notes. Wind projects of 2,021.29 MW had availed themselves of the GBI benefit and 1,830.43 MW of the AD benefit between March 2010 and October 2012. He feels that though GBI has been re-introduced alongside other corrective steps, RE capacity addition in 2014-15 will fall far short of the 5,920 MW targeted capacities for the year though it is likely to surpass that achieved in 2013-14.
With an investment of about $1 billion, CLP India is the largest investor in India’s wind sector, having built up a portfolio of 12 wind farms of a cumulative capacity of 1,051 MW. It will be investing an additional $1 billion to $1.2 billion to raise the total capacity to 2,000 MW by the end of 2016.
“The re-introduction of GBI is a timely intervention for the wind industry that had been suffering for more than one year,” says Ramesh Kymal, CMD, Gamesa Wind Turbine Pvt Ltd, the India subsidiary of Spain’s Gamesa Corporación Tecnológica SA. “This will certainly rejuvenate the sector with more investments and I am confident the industry will bounce back by 2014-15.” Kymal is also past chairman of the Chennai-based Indian Wind Turbine Manufacturers Association (IWTMA).
The difficult period particularly wracked Suzlon, leading this once third largest wind turbine manufacturer in the world, with 9.8 per cent of the global market, to commit India’s biggest convertible bond default, of $209 million. Its India operations accumulated debt of Rs8,980 crore of a consolidated debt burden of Rs15,190.77 crore. The company is now taking various steps to re-stabilise itself, including the sales of assets.
GBI gave wind power developers like large IPPs and foreign direct investors a benefit of 5 paisa per unit of electricity they sold to the state distribution companies (discoms), with a cap of Rs1 crore per MW over four to 10 years. For solar, GBI was intended to support small distribution grid-connected projects (below 33 kV) by providing Rs12.4 per kWh to state utilities on direct purchase of solar power from the project developers. Projects ranging from 100 kW to 2 MW and connected to high tension grid below 33 kV were also eligible for GBI. GBI is over and above the tariff approved by respective State Electricity Regulatory Commissions (SERCs) and disbursed on a half-yearly basis through the Indian Renewable Energy Development Agency (IREDA), the commercial arm of MNRE.
Foreseeing solar to become a mainstream energy source in India, Ajay Goel, CEO of Bangalore-based Tata Power Solar, says the build-up of solar power capacities was hampered by the disinclination of companies to invest in manufacturing in the absence of long-term policy support that could have made these capacities viable, as well as increased demand and access to financing options. Tata Power Solar is a subsidiary of Tata Power Ltd, India’s largest private sector power utility.
Policy mismanagement does not appear India-specific. The US has been particularly affected by this drawback that decimated its wind farm installations by 90 per cent in 2013, from a record 13,000 MW the previous year, according to new data released by the Global Wind Energy Council (GWEC). With 61,000 MW of wind capacities, the US is next only to China’s 91,000 MW in the list of 85 countries surveyed by GWEC with cumulative wind capacities of 318,000 MW. The global downturn also saw only 35,000 MW wind generating capacities added in 2013, compared to 45,000 MW in 2012. This was only the second time in 25 years that installed capacity had shown negative growth.
Other impediments in India cited by Makhija are the mandatory forecasting for projects with severe penalty for deviation from scheduled generation, increased credit risk due to delayed payments by discoms, lower than expected increase in Feed-in Tariffs (FiTs) in some states, severe evacuation constraints, and the steep Rupee depreciation that has affected foreign currency borrowings and cost of turbines using imported components and raw material.
While wind energy accounts for 8.24 per cent of India’s overall electricity capacity, this share is 33.8 per cent in Denmark, followed by 24.6 per cent in Portugal, 20.9 per cent in Spain and 17.3 per cent in Ireland. Denmark is targeting 50 per cent wind by 2020, primarily from offshore wind farms.
Similarly, the global solar power industry will get a boost with Saudi Arabia, the world’s largest exporter of crude, planning to harness solar energy to meet almost 30 per cent of its total energy requirement by 2032 by investing $109 billion to produce 41 GW of solar energy by that time.
Wind turbine manufacturers like Suzlon, Vestas and Enercon (renamed Wind World) captured the largest marketshares of wind power installations in India in the past, but many new entrants like Gamesa, Regen and GE have established their base in the country since then, mentions Gamesa’s Kymal, his company having entered India in 2009. In 2013-14, Suzlon regained its top spot in the country, with a share of 19.4 per cent, edging past Gamesa’s 19.1 per cent. The shares of Wind World were 17.03 per cent, Regen, 15.9 per cent, GE India, 9.6 per cent, INOX Wind, 7.2 per cent, and Vestas, 3.9 per cent.
Venkataraman Rajaraman, director, infrastructure & project finance, India Ratings & Research, Fitch group, in Chennai, says India has pushed ahead relatively successfully on RE. Most global OEMs have set up manufacturing units in the country and wind developers have been helped in land acquisition by the respective state governments. But he says the sector is constrained by high costs of importing capital equipment, which is heavily debt funded. “Many developers have not hedged these exposures, rendering them vulnerable to exchange and interest rates,” he says. “Solar power, in turn, is universally expensive and unviable but for policy support from governments, and debt availability is also generally more difficult than for other renewables.”
Amit Kumar, executive director, energy & utilities, PricewaterhouseCoopers Pvt. Ltd (PwC), says the high net worth beneficiaries of AD had been manufacturers of textiles, cement, steel and automobiles, who used RE as captive power for their power-intensive industries. They enjoyed the benefits on their host business and were less concerned about improving power generation and plant load factor (PLF). Others, including smaller investors, also invested in wind turbines to minimise their income tax liabilities. “Projects were set up in areas of low wind density and this resulted in low generation,” he points out. “In short, the focus was more on earning profits and less on improving generation.”
Kumar, however, expects the shift from the tax benefit-based investment to the IPP-based model for wind power to represent the next generation growth phase. “IPPs are keen now to invest in this matured market that also has access to proven technology and skill-sets,” he notes. “They have far less risky investment options now and are increasingly developing wind farms, each of an installed capacity of 50 MW and above.” IPPs also have a choice of revenue models and are assured impressive returns with the right kind of strategy and revenue model.
Ashwin Gambhir, senior research associate, Prayas Energy Consultancy, Pune, also sees India entering the next phase of renewable power development where installations will pick up mainly on commercial considerations and not on incentives. Observing that strict RPO compliance will further help the industry, he says, “Wind power prices, however, need to be discovered through competitive bidding, like it is done in solar, to discover true prices and help increase targets.”
According to the CSE report, competitive bidding leads to market price discovery and the possibility of price reduction. It notes that competitive bidding without a robust policy framework for quality control may lead to project failure, as intense competition will force developers to quote unviable tariff and compromise on quality and technology.
For wind, there is no competitive bidding involved and projects may be installed through the FiT or RE Certification (REC) route as long as the utilities off-take that power to meet their RPOs. Countries like the US, China and Brazil have such bidding in wind. Solar power projects are selected through competitive bidding for pre-decided capacities.
Notified by the Central Electricity Regulatory Commission (CERC), REC is a market-based instrument that facilitates the RPO portfolio by inter-state exchange of RECs, one REC equalling one MWh. The REC mechanism seeks to address the mismatch between RE availability and the requirement of the utilities to meet their RPO through a national-level market.
Bikesh Ogra, president, solar, Sterling & Wilson, Mumbai, finds India’s wind sector reviving with the re-introduction of GBI, its ‘backbone’, though REC has floundered from poor RPO implementation. CSE mentions that while most states introduced their own RPO targets in 2010, none of them abided by them. States with insufficient renewable resources face difficulty in meeting their RPO targets. For instance, Rajasthan reduced its target from 8.5 per cent to 6 per cent. But Tamil Nadu reduced its target from 14 per cent to 9 per cent, despite drawing 9.5 per cent of its electricity from renewables.
Solar projects up to 500 kW are provided 30 per cent of their capital costs by MNRE. The Viability Gap Funding (VGF), a capital subsidy, is expected to reward ‘genuine solar developers’, who maintain the cost-quality balance, says Ogra. “Investments in RE are also being motivated by concessional excise and custom duties, as also FiT norms, the best example being Gujarat,” he notes. “One of the drivers for investment in RE in future will be the build, operate, transfer (BOT) model.”
Ogra says that because it is incipient, India’s solar sector has enormous potential for growth, whereas countries like Germany and Spain have reached maturity. He maintains, however, that many RE projects have been derailed due to non-availability of project financing, apart from slow and poor policy implementation. “While financing is easily available in solar-developed countries like Germany, the US, Italy and Japan, project financers and equity investors in India are only slowly, but steadily, putting their money in RE projects,” he notes. Sterling & Wilson, an associate company of the $2.5 billion 148-year-old Shapoorji Pallonji group, is the largest solar EPC in India and 20th globally. It has commissioned over 200 MW of solar projects in India and is building about 200 MW of solar PV across the world.
FiT, the world’s most successful policy mechanism for stimulating the development of renewables, was introduced in 1995 when the Ministry of Non-conventional Energy Sources, the precursor of MNRE, specified uniform FiT of Rs2.25/kWh, with a yearly 5 per cent escalation for all RE sources. The National Tariff Policy empowers SERCs to determine preferential tariff for RE sources after taking into account their potential and impact on retail tariff.
Goel says that solar projects, starting from JNNSM Phase I, have been auctioned via a reverse bidding mechanism (companies selected on the basis of quoting the least FiT), rather than a predictable FiT that is used all over the world and in India for wind energy projects. “Reverse bidding mechanisms have gained popularity even at the state level,” he indicates. “Gujarat’s solar programme was funded through FiT and is considered by many as the most successful model to date.” Incentive systems should hence be made predictable for solar projects through FiT at both the Central and state levels, he adds.
Ashish Rajvanshi, principal, and Raghav Iyer, senior associate (engagement manager), Booz & Co (India) Pvt Ltd, now part of PwC and renamed ‘Strategy &’, explain that RE projects are awarded in two categories, commercial and pilot. Pilot projects are generally given through FiT, commercial through reverse bidding, where IPPs bid the amount they need to set up and operate the plants. In case of conventional power projects, they are typically driven through pubic private partnerships (PPPs) or off-take agreements with built-in escalation for fuel prices.
“The ownership model in wind has clearly seen a shift towards IPPs from pure financial investors,” notes Rajvanshi. “Solar still has smallscale investments from investors with no experience in RE.” With sourcing being the key to RE projects, he deems sourcing the right solar panels imperative as they account for almost half the up-front cost, and any savings on this front can significantly improve the business case for the project. “Most IPPs have recognised this and have tie-ups with major equipment manufacturers,” he adds.
Ogra estimates the average cost of generating 1 MW of solar power in India at Rs7 crore. He says its benchmark tariff is determined by factors such as the capital cost, IRR and capacity utilisation. “The states select solar and wind developers as well as conventional power suppliers as per their respective policies for each technology to attract project developers,” he explains. JNNSM is the competitive bidding-based mechanism followed for awarding projects. Government agencies also pursue the PPP route for project installation for captive use, primarily on mechanisms like BOOT (build, own, operate, transfer) where developers build and operate projects and later transfer them.
PwC’s Kumar estimates the capital cost for an Indian wind farm at Rs4.5-6.85 crore per MW, compared to Rs6 crore in China, Rs8-10 crore in the US and Rs7-8 crore in Germany. Comparative costs for solar PV are Rs7-8 crore in China, Rs11-12 crore in the US and Rs10-11 crore in Germany.
Wind tariffs in India are among the lowest in the world and have far surpassed grid parity with conventional power, where the per unit price averages Rs5-6. Wind tariffs are Rs2.75-3.51 per kWh in Tamil Nadu, Rs4.23 in Gujarat, Rs5.18-5.44 in Rajasthan, Rs3.50 in Andhra Pradesh, Rs3.70 in Karnataka and Rs3.78-5.67 in Maharashtra, as per different wind zones.
Kymal sees wind tariffs becoming further competitive as thermal power grapples with issues like fuel availability and the incremental cost of imported fuel. “Wind PLF has risen to 25 to 30 per cent of late, primarily due to the new-generation large-capacity turbines and efficient wind park management,” he remarks. He says that though constraints like land availability and grid infrastructure are more or less universal for wind in India and overseas, a comprehensive long-term policy framework in Europe ensures a common grid on the Continent to be shared by power deficit and surplus countries.
Indian solar tariffs too have plunged, over 40 per cent over the past four years and have for the first time attained grid parity. When the first tender for solar PV power was opened in 2010, the lowest tariff was Rs10.85/kWh, and it dropped to Rs7.49 the following year, when new bids were opened. Tariff for the JNNSM Phase II batch I tender floated by MNRE’s Solar Energy Corporation of India (SECI) was fixed at Rs5.45/kWh for those bidders opting for the least VGF and at Rs4.75 for those availing of the AD benefit. Tariffs for solar CSP have averaged Rs12-13 per kWh.
The JNNSM Phase II tender signalled the heightening investor interest in Indian solar when 68 bids were received from 58 developers, both domestic and foreign, earlier this year for 122 projects of a cumulative capacity of 2,170 MW, oversubscribing almost three times the allocation target of 750 MW.
“Investor appetite and private investments in India’s RE sector have distinctly increased over the last one or two years,” says Rajaraman. “Banks have been positive to fund wind energy projects, not necessarily because of the perception of better asset quality, but of the need to diversify their intra-sectoral investments after their lending to thermal energy turned sour.” On financing for solar, he sees contrarian views. He points out that initial equipment costs, as for imported solar panels, are funded through buyer’s credit through short-term forex loans tied up with the equipment supplier. “This gives the impression that financing for solar projects is difficult to obtain, but my personal interaction with banks reveals their interest,” he says.
Renewable energy is, hence, destined to take its place alongside coal and gas in India and penetrate ever deeper into the country. Its unexploited resource availability has the potential to sustain its growth for years to come. After all, the nation’s, and its 1.2 billion people’s, energy security depends on it.
TABLE 1
Installed capacities in India, as on 30 June 2014 (in MW)
|
|
Capacity |
% of total |
|
Total installed capacity |
249,536.01 |
-- |
|
Coal-based thermal power |
148,478.39 |
59.5 |
|
Gas-fired thermal power |
22,607.95 |
9.1 |
|
Diesel-fired thermal power |
1,247.44 |
0.5 |
|
Hydro power (> 25 MW) |
40,730.09 |
16.3 |
|
Nuclear power |
4,780 |
1.9 |
|
Renewable power |
31,692.14 |
12.7 |
TABLE 2
Renewable power capacities (in MW)
|
|
Capacity |
|
Total |
31,692.14 |
|
Wind power |
21,136.40 |
|
Solar pv (photo-voltaic) power |
2,631.93 |
|
Small hydro power (≤ 25 MW) |
3,803.68 |
|
Bio-power: |
|
|
Biomass /Cogenerated power |
4,013.55 |
|
Waste to Energy |
106.58 |
TABLE 3
RE Source- and year-wise targets set for 12th Plan (2012-17) (in MW)
|
Source |
2012-13 |
2013-14 |
2014-15 |
2015-16 |
2016-17 |
Total |
|
Wind Power |
2,500 |
2,750 |
3,000 |
3,250 |
3,500 |
15,000 |
|
Solar Power |
1,000 |
1,000 |
2,000 |
2,500 |
3,500 |
10,000 |
|
Small Hydro Power (≤ 25 MW) |
350 |
400 |
400 |
450 |
500 |
2,100 |
|
Bio Power, incl. waste to energy |
400 |
400 |
520 |
550 |
830 |
2,700 |
|
TOTAL of all RES |
|
|
|
|
|
29,800 |
Solar density map of India
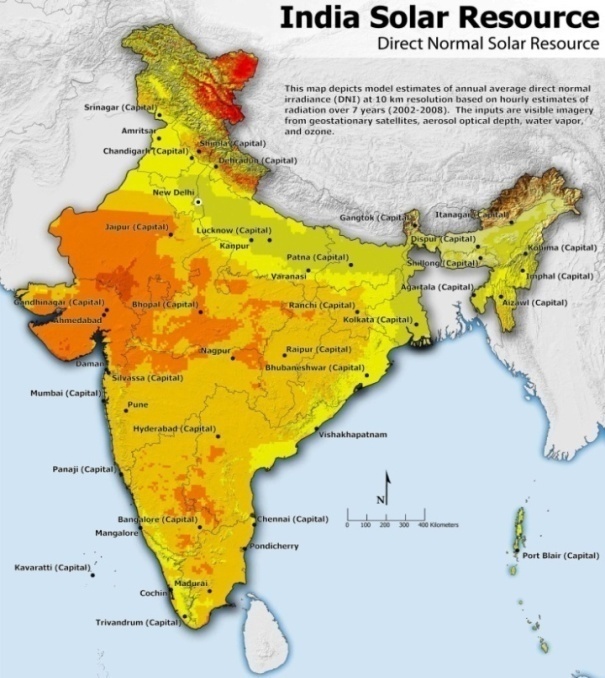
Source: PricewaterhouseCoopers Pvt. Ltd
Wind density map of India
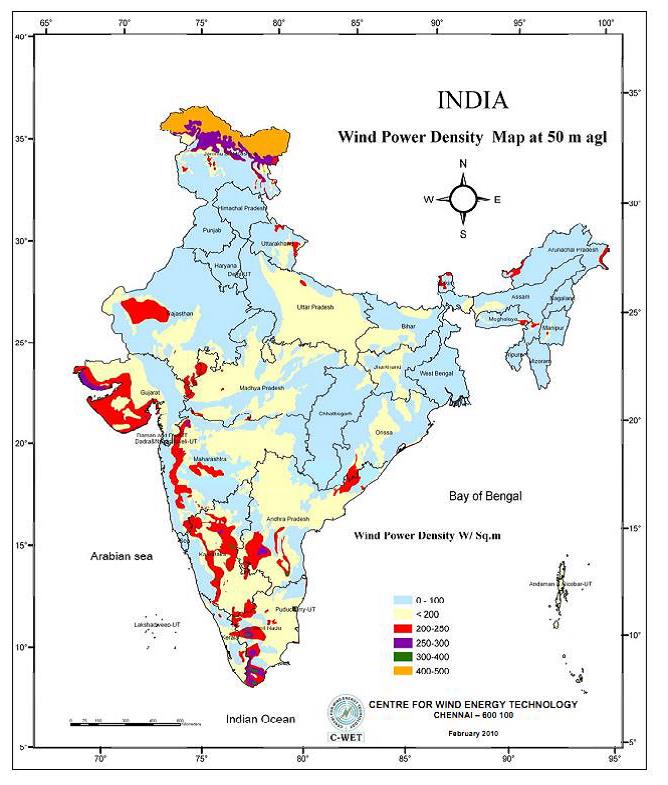
Source: PricewaterhouseCoopers Pvt. Ltd
The content & opinions in this article are the author’s and do not necessarily represent the views of AltEnergyMag
Comments (1)
Featured Product

