Climate Transition Risks Impacting Global Shipping

Allianz Commercial's annual Safety and Shipping Review identifies loss trends and highlights a number of risk challenges for the maritime sector. Below are the climate transition risks currently affecting the global shipping industry.
Inspection of critical infrastructure using intelligent drones

A research group at the University of Klagenfurt has designed a real-time capable drone based on object-relative navigation using artificial intelligence. Also on board: a USB3 Vision industrial camera from the uEye LE family from IDS Imaging Development Systems GmbH.
Propane's Evolving Role in a Lower-Carbon Energy System

With comparatively lower carbon emissions than many traditional fuels and a growing renewable supply chain, propane is positioned to play a supporting role in the transition to cleaner energy, especially in areas where full electrification remains unviable in the short term.
Latest Advances in Hydrogen Fuel Technologies

This paper briefly outlines contemporary advancements in hydrogen fuel (HF) quality assurance, focusing on the development of traceable calibration standards, compact analytical instrumentation, and refined on-site sampling protocols.
Aerones Secures $62M in Oversubscribed Financing Round

Funding will be used to expand globally, boost R&D in AI and robotics, scale manufacturing, and enhance predictive maintenance for the wind industry.
Eagleview One™ - AI and Precise 3D Models in One Easy Platform

By combining cutting-edge technology like high-resolution imagery and AI-driven analytics, it eliminates traditional silos in data and empowers industries to make more informed, data-driven decisions faster.
Harnessing Wind Intelligence to Safeguard Solar Arrays

Seeing the storm before it arrives can mean the difference between shutdown losses and uninterrupted solar yield. Beyond rattling panels or nudging trackers out of place, the wind can quietly rack up costs and downtime and even shorten the life of critical equipment.
Major Demo Keeps Quaise Energy on Track to Power the World with Clean, Renewable Geothermal Energy

The mother lode of geothermal energy is some two to 12 miles beneath the Earth's surface where the rock is so hot that if water could be pumped to the area it would become supercritical, a steam-like phase that most people aren't familiar with.
Ultimate Guide to Battery Aging - How to Prevent Aging in Battery Energy Storage

This article will explain aging in lithium-ion batteries, which are the dominant battery type worldwide with a market share of over 90 percent for battery energy stationary storage (BESS).
Reliability in Extreme Latitude: Sungrow Deploys 60MWh Battery Storage Project Close to the Arctic Circle

This project supports Finland's renewable energy grid and is part of the FRV AmpTank joint venture. The company is developing battery storage projects for both short-duration and long-duration storage at multiple locations.
Future Proofing Off-Grid Systems Against Obsolescence

The ReadyEdge is a system monitoring and site management device that connects to one or multiple compatible Morningstar charge controllers to aggregate their operating data and enable remote management.
Sungrow Releases the Groundbreaking PowerTitan 3.0 Energy Storage System Platform
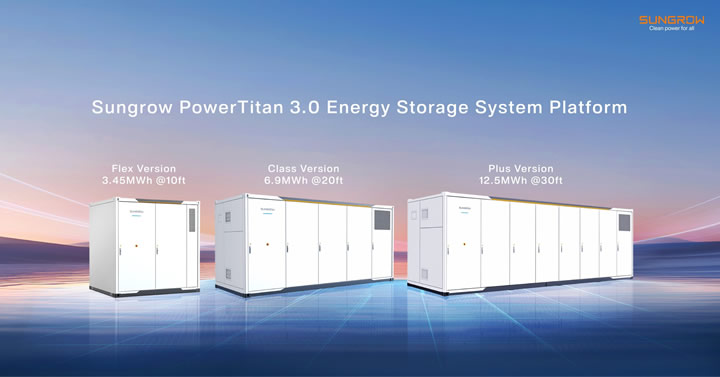
The 30ft PowerTitan 3.0 Plus version is the world's largest BESS both in capacity and energy density, reducing land footprint by 45% and cabling by 10%.
Record-breaking energy density with up to 684Ah stacking battery cells and 12.5MW/50MWh per AC block.
Kiwa PVEL Releases 11th Edition of the PV Module Reliability Scorecard

In the 11th edition, Kiwa PVEL names a total of 50 manufacturers as "Top Performers" in one or more of the tests, with nine manufacturers named as Top Performers with at least one model type listed in each of the seven test categories.
Battery Manufacturer Cuts Scrap by 90% and Streamlines Prototyping

Lithos has now built a repeatable system through PICO to speed up prototyping, minimize losses, and ensure every change is intentional, traceable, and scalable.
Will Renewable Propane Be the Next Big Thing? Discovering its Scalability
.jpg)
The variability of sustainable vehicles is expanding, including bioethanol and hydrogen fuel cells. What is renewable propane's role in this market? It has the potential to become an accessible, affordable and scalable offering.
Records 1 to 15 of 5319
Featured Product
OMCO Origin® Factory-Direct Trackers
A One-In-Portrait (1P) solution for a wide range of solar projects within utility scale, distributed generation (DG), and community solar markets manufactured and factory preassembled in the USA at OMCO Solar with full-scale support, and design for quick, easy and safe installation, and fewer trackers per MW. OMCO makes all structural components with domestic steel and this balanced design allows for more accurate targeting and reduced energy consumption. OMCO Origin® Factory-Direct Trackers include universal module mounts with options for all commercially available modules, labor-saving bearings with 6 adjustable ways to compensate for posts and terrain issues, and foundation solutions for every terrain including OMCO C Piles.
